自作3Dプリンタ初号機にて印刷した部品を使ってRepRapの一つであるAnet A8プリンタ2号機(Orbiter direct drive extruder with BL-T)を作ったのは2021年3月でした。(AM8 – Metal Frame for Anet A8)
写真1 Anet A8 3D printer(Orbiter direct drive extruder with BL-T)
どうもヒートベッドの調整がうまくいかず悩んでいました。何度やってもレベルが安定しませんでした。たぶんZ軸のネジとステッピングモーターの機構に問題はありません。一時はBL-Touchセンサーを疑いました。
印刷物の密着と剥離をよくするガラスプレートが歪むなどとは考えられません。

写真2 ガラスプレート(CREALITY)
試しにガラスプレートを前後に入れ替えたり、裏返した状態でレベル調整しました。それで、アルミ板でできたホットベッド自体が歪んでいるらしいと気づきました。以下は、レベル調整値です。
Bilinear Leveling Grid:
0 1 2
0 -0.130 -0.095 -0.100
1 -0.095 -0.040 -0.085
2 -0.110 -0.045 -0.145
Bilinear Leveling Grid:
0 1 2
0 -0.130 -0.090 -0.110
1 -0.100 -0.040 -0.100
2 -0.115 -0.055 -0.150
何回かレベル調整して、小数点2桁目まではだいたい同じになりますが、何かが違います。ヒートベッドを支えるネジ4カ所をどれだけ調整しても常に中央が高いです。
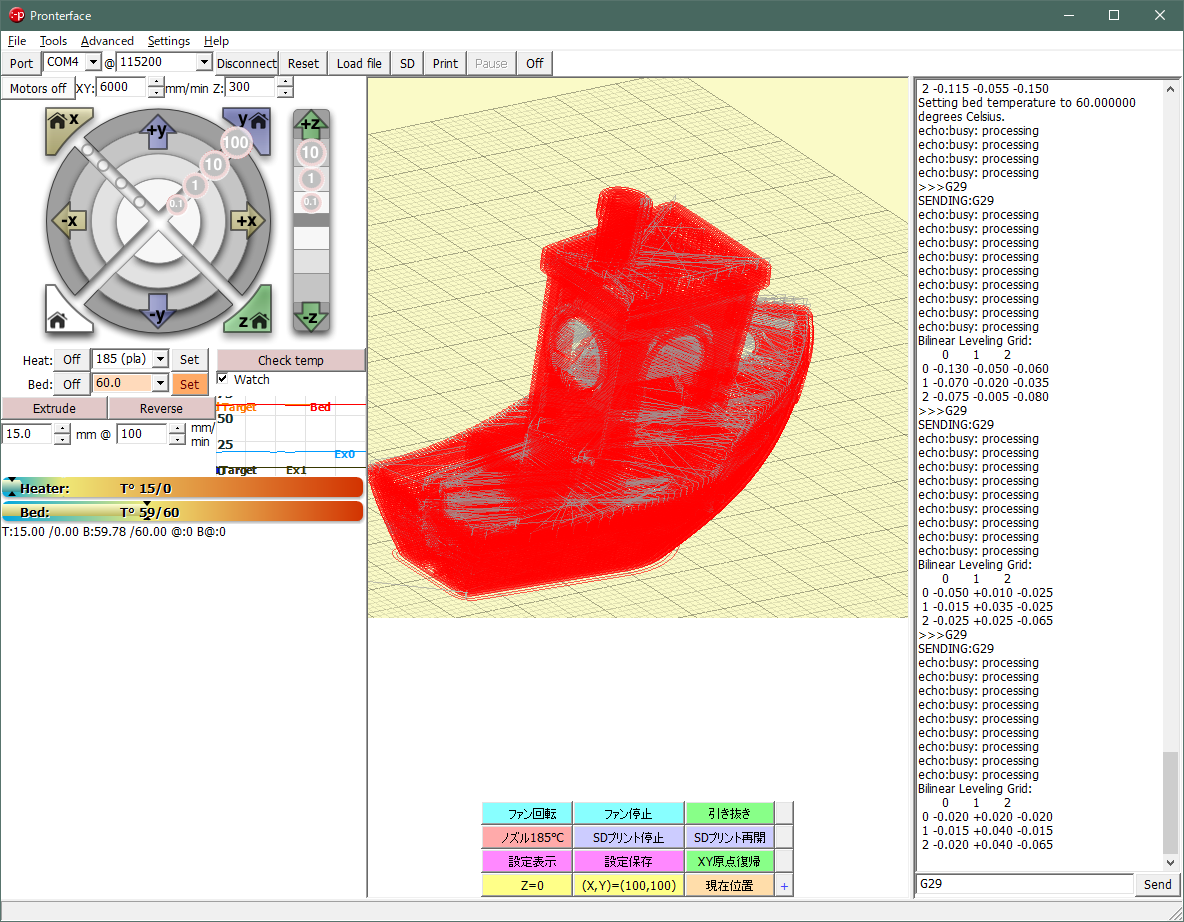
図1
ネット情報で、レベル調整はヒートベッドを使用する状態の温度でレベル調整すべきとありました。
以下は、ヒートベッド60度設定時のレベル値です。
Bilinear Leveling Grid:
0 1 2
0 -0.050 +0.010 -0.025
1 -0.015 +0.035 -0.025
2 -0.025 +0.025 -0.065
Bilinear Leveling Grid:
0 1 2
0 -0.020 +0.020 -0.020
1 -0.015 +0.040 -0.015
2 -0.020 +0.040 -0.065
何回かレベル調整しましたところ、中央が高くなる状態が緩和されました。数値もそれなりに平坦であることを示しています。
アルミ板の(安い)ヒートベッドは、室温時にはある程度歪んでいることもあるようです。やっと悩み解消です。ちょっと面倒ですが、ヒートベッドの設定温度にした後、(印刷直前に)自動レベル調整をすれば最適だとわかりました。 中華部品は安いですけれど、それなりに苦労します。
最近は、1層目0.3ミリで2層目から0.2ミリ厚での印刷が可能になっています。
- 2019年5月8日 自作 3Dプリンター 中華部品の寄せ集め
- 2021年3月16日 3Dプリンタ 2号機 Anet A8 Orbiter direct drive extruder with BL-T
追記2/18 調整を繰り返す内に、上記の結果は偶々出た値だったようです。その後、調べた結果、X軸キャリッジと(エクストルーダー&ホットエンド)支持板の取り付け方法に問題があるとわかりました。再設計し印刷して取り替えます。
追記2/21 その後、X-キャリッジの部品を印刷して取り換えるなどの調整を行いました。そして、Marlin3DprinterToolを使って得たのが、次の結果でした。
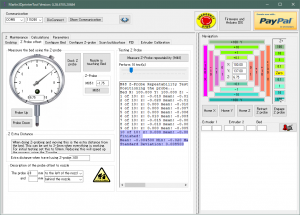
10回テストを3回行った際の結果です。
10 of 10: z: -0.015 mean: -0.0120 sigma: 0.004000 min: -0.020 max: -0.005 range: 0.015
Finished!
Mean: -0.012000 Min: -0.020 Max: -0.005 Range: 0.015
Standard Deviation: 0.004000
10 of 10: z: -0.015 mean: -0.0185 sigma: 0.005025 min: -0.025 max: -0.010 range: 0.015
Finished!
Mean: -0.018500 Min: -0.025 Max: -0.010 Range: 0.015
Standard Deviation: 0.005025
10 of 10: z: 0.000 mean: -0.0045 sigma: 0.008500 min: -0.020 max: 0.010 range: 0.030
Finished!
Mean: -0.004500 Min: -0.020 Max: 0.010 Range: 0.030
Standard Deviation: 0.008500
それなりによくなったようです。何が問題だったかというと、Anet A8はアルミ材と1号機で印刷した部品を使って製作しました。この印刷した部品の材質はPLAです。これまでの印刷時の振動と室温が下がることにより、PLAが(若干?)収縮して、各ねじが緩んでいたからでした。単に増し締めしたら改善したということでした。お粗末でした。
ベッドレベリングはまだですから、最終の平滑さはわかっていませんし、BL-Touchの調整も続けてみます。
追記2/25 その後、いろいろ調べました。機械装置の不具合は複合しているのが常です。気づいたのがOrbiter Ekstruder LDO v1.5のマイクロステップ設定が1/8でした。Ramps1.4のジャンパーを変えて1/16とし、Marlinの設定を変えました。次を参考にしたのでメモします。
Orbiter Ekstruder LDO v1.5 – extruder with the drive in the form of the engine LDO36STH20-1004AHG (XH). The extruder supports filaments with a diameter of 1.75 mm and has an extraction speed of 60 mm / s and the maximum extrusion force is 10 kg.
Extruder v1.5 orbiter has a filament acceleration up to 600mm / s ^ 2, and with its help it is possible to print with flexible filament. The extruder is driven by the LDO HT motor, which has a maximum operating temperature of 180 ℃ and allows for quick operation.
Thanks to the materials and construction used, the weight of the extruder is 150g.
The extruder has a gear ratio of 7.5: 1
What’s new in version 1.5
- Molded DuPont Delrin planetary gears
- Glass-fiber nylon housing and latch
- Filament guiding part in the extruder housing
- PTFE quick coupler on top (M6)
- New LDO-36STH20-1004AHG stepper motor 20mm long with more torque
- Some dimensions of the inner bearings have been changed to simplify assembly and improve the quality of the forming process
Software configuration:
- Steps: 650-700 steps / mm at 16 microsteps
- Acceleration: 600mm / s ^ 2
- Maximum instantaneous speed variation (jerk): 300 mm / min (RRF), 5 (Marlin)
- Maximum speed: 3600 mm / min
- Pressure increase: 0.02s
- Retraction: ~ 1.2 mm
- Reverse speed: 60mm / s